


Tüm ürünler
İlgili kişi :
Hua Dong
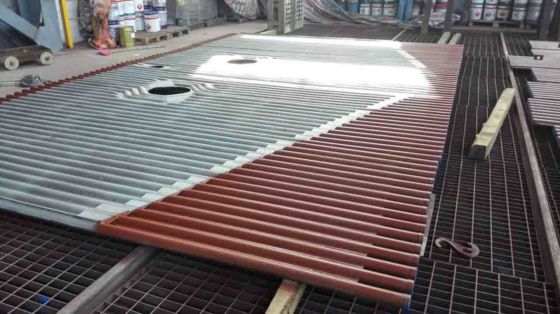
15mm-20mm Membran Duvar Kazanı Hastelloy Süper Isıtıcı Boruları

| Menşe yeri | ÇİN |
|---|---|
| Marka adı | Cheonny |
| Sertifika | ISO, ASME, EN |
| Model numarası | inconel kaplama membranı |
| Min sipariş miktarı | 10 Ton |
| Fiyat | negotiable |
| Ambalaj bilgileri | Demir çerçeve |
| Teslim süresi | 30 iş günü |
| Ödeme koşulları | L/C, T/T, Western Union |
| Yetenek temini | 1000 ton / ay |
Ürün ayrıntıları
| Uygulama | Sanayi, Petrol Ve Gaz | Seviye | Nikel Bazlı Alaşım, Inconel 625 |
|---|---|---|---|
| Tip | Nikel boru,nikel boru/boru | Şekil | Inconel Tüp / Boru |
| Malzeme | Inconel,Monel/Inconel/Incoloy/ hastelloy/PH Paslanmaz çelik, Inconel 600/UNS N06600 | Standart | Inconel600,EN,ASTM |
| Vurgulamak | ASME 20mm Membran Duvar Kazanı,ASME Membran Duvar Kazanı Hastelloy,ASME 15mm Kızgın Borular |
||
Ürün Açıklaması
Nikel Alaşımı/Inconel 625 Kaplama Kazan zarı/su duvar paneli
Üretim Bilgisi
İnkonel katlamanın kalınlığı en az 0,070 kalınlığı olmalıdır".Yüzeyin pürüzsüzlüğünü korumak için, çapraz kesimin en düşük ve en yüksek delta kalınlığı 0,020'den fazla olmamalıdır".Katlamanın kalınlığını izlemek için her 100 doğrusal feet (yaklaşık her 5. tüp) bir permaskop kullanılır.Tüm kalınlık ölçümleri kaydedilecek ve nihai belgelerle birlikte Covanta'ya sunulacaktır.Eğer test sonuçları üst katman kalınlığının 0,070 inçten daha az olduğunu ve asgari ve maksimum kalınlık arasındaki delta 0,020 inçten daha büyük olduğunu gösterirse, tedarikçi uygun ek testleri yapmalıdır.monitoring and production measures necessary to assure that the thickness and surface smoothness is maintained in the desired range and that any deviations shall be minor in magnitude and minimum in frequency.
|
Bileşen |
Çelikten |
Alloy 625 ile plake edilmiş çelik |
|
Yanma odasındaki zar duvarı |
6-9 ay |
3-4 yıl |
|
Yanma odasındaki zar duvarı |
2 yıl |
> 8 yıl |
|
Tekrar ısıtıcı |
3-4 yıl |
> 4 yıl |
|
Temel malzeme |
- Evet.Boru duvarları ve tek borular P235GH, 15Mo3, 13CrMo44, 10CrMo910 |
|
Kaynak malzemeleri |
- Evet.Alaşım 622 (ABD), alaşım 625, alaşım 686 (süper ısıtıcı borular) galvanizasyon |
|
Koruyucu gaz |
- Evet.Dört bileşenli koruyucu gaz: He = 32 %, H2= % 2, CO2= 0,05 %, kalan Ar - Evet.Koruma gazının alternatif seçenekleri |
|
Kaynaklama ekipmanları |
- Evet.GMA, impulslu akım güç kaynaklarına sahip kaynakları kaynaklayan ekipmanları- Evet.Otomatik yakıcı işleme |
|
Kaynak pozisyonu |
- Evet.Dikey aşağı konumu tercih edilir, katman genişliği 15-20 mm |
|
Uygulama seçeneği |
- Evet.Mobil kaynak ekipmanı ile kazanın içinde, minimum duvar kalınlığı 3 mm - Evet.Atölyede yeni boru duvarlarında ve tek borularda metal katmanı kaynaklama |
|
Teknik gereksinimler |
|
![]()
Yüzeyde en yaygın sorun çatlaklıktır.
1. kaynaktan önce ön ısıtma, kontrol interlayer sıcaklığı ve kaynak sonrası yavaş soğutma
2Saldırmadan sonra gerginlik giderme ısı işlemi
3Çok katmanlı yüzeyden kaçının ve düşük hidrojen yüzey elektrodunu kullanın.
4Gerekirse, yüzey katmanı ve temel metal arasındaki geçiş katmanını oluşturun (düşük karbon eşdeğer ve yüksek dayanıklılık ile elektrot kullanın)
Dikkatli olmak gerekir:
1Kullanım gereksinimlerine göre, yüzey alaşımının makul bir seçimi
2Basit metallerin seyreltme oranını mümkün olduğunca azaltın.
3Üretimliliği artırmak
4Sert yüzlü metalin ve temel metalin benzer genişleme katsayısı ve faz dönüşüm sıcaklığına sahip olması beklenir.
Pyüzeyde Inconel Kaplama kullanımı :
1. Hizmet ömrünü uzat
2. Maliyetleri azaltmak
3Yedek parçaları azaltın.
4Bakımını azaltın.
Hizmetimiz
Yüksek kaliteli ürün tedarikçisi
Özel ürünler
Sipariş büyüklüğü için esnek gereksinimler
Çeşitli ürünler
Rekabetçi fiyat
Profesyonel teknik ve kalite ekibi
Profesyonel satış ekibi
RFQ
S: Ticaret şirketi misiniz yoksa üretici misiniz?
A: Biz üreticiyiz.
S: Teslimat süreniz ne kadar?
A: Genellikle mal stokta ise 5-10 gün. veya mal stokta değilse 25-35 gün, miktarına göre.
S: Örnekleri sağlıyor musunuz? Ücretsiz mi, ekstra mı?
A: Evet, ekstra numune sunabiliriz
Ödeme şartlarınız nedir?
A: Ödeme <=1000USD, %100 önceden. Ödeme>=1000USD, %30 T/T önceden, nakliye öncesi bakiye.
Başka bir sorunuz varsa, lütfen bizimle iletişime geçin.
Önerilen Ürünler